Introduction:
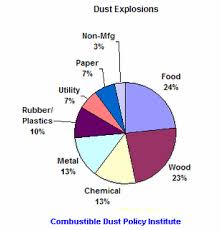
This guidance document provides advice on the prevention and mitigation of dust explosions and fires. Many materials we use everyday produce dusts that are flammable and in the form of a cloud can explode, if ignited. Examples are:

- sugar;
- coal;
- wood;
- grain;
- certain metals; and
- many synthetic organic chemicals.
Quite generally, the advice applies to anything which can burn, and which exists in a fine powdered form, unless tests show that particular hazards are not present. In some cases, a very simple knowledge of chemistry can rule out the explosion risk, eg in the case of sand, cement and sodium carbonate (soda ash).
Dust explosions are not new and records from over 100 years ago exist of incidents that have resulted in large loss of life and considerable and costly damage to plant and buildings.
Objectives :
- outline legislation;
- illustrate the effects of dust explosions;
- show how to prevent dust explosions;
- explain how to protect plant and equipment if an explosion occurs; and
- give advice on the particular hazards of fires within dust handling plants.
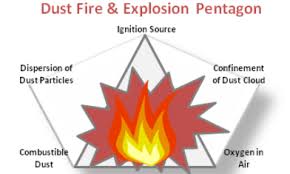
Why does dust explode?
A dust explosion involves the rapid combustion of dust particles that releases energy and usually generates gaseous reaction products. A mass of solid combustible material as a heap or pile will burn relatively slowly owing to the limited surface area exposed to the oxygen of the air.
If you have the same solid in the form of a fine powder and you suspend it in air as a dust cloud the result will be quite different. In this case the surface area exposed to the air is much larger, and if ignition occurs, the whole of the cloud may burn very rapidly. This results in a rapid release of heat and gaseous products and in the case of a contained dust cloud will cause the pressure to rise to levels which most industrial plant is not designed to withstand.
Although a cloud of flammable dust in air may explode violently, not all mixtures will do so. The concentration of dust and air must be within the upper and lower explosive limits for the dust involved.Measurements of the lower explosive limits of many materials are available, and for many organic materials the limit is in the range 10 - 50g/m3. A dust cloud of this concentration resembles a very dense fog. Upper explosive limits are difficult to measure accurately, and have little practical importance.

Effects of a dust explosion:
A dust explosion can result in:
- death or serious injury to workers;
- destruction of plant and buildings;
- a large fireball;
- secondary explosions; and
- fire.
When a dust cloud ignites in an enclosed volume it results in a very rapid rise in pressure within the container. The container may be an item of plant or a room of a building. Typical peak pressures in laboratory apparatus are in the range 8 - 10 bar. In normal circumstances the plant or building will not be strong enough to withstand the pressure from the explosion and it will fail in a sudden and uncontrolled manner.
Anyone close to exploding plant, or inside a room where an explosion occurs is likely to be killed or seriously injured. The plant or building will only survive if the design or other protective measures deliberately allows for the high pressures.
Prevent or mitigate the effect of a dust explosion:
Assessing the risk:
This task should be your starting point, and it can be addressed under a series of questions.
Is my dust capable of exploding?
Where could dense dust clouds form?
What could ignite them?
How likely is this?
What would be the consequences?
Who would be at risk?
Can we prevent the risk of an explosion altogether?
If this is not possible, what can be done to protect people, and minimise the consequences of an explosion?
Following the risk assessment the options should be considered in this order:
- Eliminate the risk.

- Provide controls to minimise the risk.
- Provide supplementary controls to mitigate the consequences.
The great majority of dust explosions start inside the process plant, and most of the control measures concern conditions inside the dust handling system. They can be grouped under the headings of:
- controls over dust cloud formation;
- preventing the explosive atmosphere by inerting;
- avoiding ignition sources; and
- plant controls, which may have various purposes.
How to reduce the risks:
Dust control is the single most important factor in preventing fires or explosions in any dust-generating workplace. Effective dust control can reduce the risk of a catastrophic fire or explosion in the workplace. However, if a dust control system isn't designed or working properly, it may create conditions that would support a dangerous fire or explosion.
The most effective way to reduce the risk associated with combustible dust is to eliminate its source. If that's not possible, you can use other risk controls. When you’re choosing risk controls, start by asking yourself the questions contained in the following steps, which are listed in descending order of effectiveness.
Elimination or substitution:
Eliminate the hazard by substituting a safer process or material where possible, which is the most effective control. Some questions to consider:
- Can you use a different material that does not produce combustible dust?
- Can you use a different process that does not generate any dust?
Engineering controls:
Make physical modifications to facilities, equipment, and processes to reduce exposure. Some questions to consider:
- Has your dust collection system been properly designed by an engineer?
- Is your dust being captured at the source?
- Is your dust collector located outdoors?
- Does your dust collector have appropriate explosion venting?
- Are you able to minimize ignition sources and contain sparks or flames?
- Are dust and product conveyance and handling systems designed to minimize dust from spreading?
- Can you use misting to keep dust from dispersing?
Administrative controls:
Change your work practices and policies and provide awareness tools and training to limit the risk of combustible dust. Some questions to consider:
- Have you developed a dust management program, including a risk assessment of all work areas where combustible dust is produced or may accumulate, all potential ignition sources, and all means of dust dispersion?
- Do you properly inspect, measure, and monitor dust accumulations?
- Do you have effective manual clean-up and housekeeping programs?
- Have workers received suitable training and orientation?
- Do you have an emergency preparedness plan?
- Have you developed and implemented safe work procedures to minimize fire and explosion risks?
Personal protective equipment:
Personal protective equipment is not an effective control measure for combustible dust explosions. However, where dust is produced you may also have other hazards to assess. Some questions to consider:
- Do workers have the proper respirators, eyewear, and protective clothing?
- Has personal protective equipment been tested to make sure it is working properly?
Control over the formation of dust clouds:
Sometimes the process can be designed to prevent or minimise the formation of a dust cloud inside the equipment. If your product is available as a paste, in dampened or pelletised form instead of fine powder the explosion risk may be avoided completely. Any movement of pelletised or granular material is likely, however, to produce dust by attrition.

Many types of process plant inevitably contain explosible clouds of dust. Cyclones or dust filters provided as part of a ventilation system concentrate the dust and are likely to contain an explosive atmosphere somewhere within them, even if the dust concentration in the extract ducting is well below the lower explosive limit. In some cases there are alternatives. For example, tray driers create a smaller dust cloud than fluid bed driers. Wet dust collectors avoid the cloud that is formed regularly inside a reverse jet dry filter.
Inerting:
This is a way you can prevent explosions by preventing the formation of an explosive atmosphere. In a substantially closed system the oxygen content of the atmosphere within the plant can be controlled at a safe level. You will normally need to determine the maximum safe oxygen content experimentally. This will vary with the type of inert gas and the chemical reactivity of the material being processed.
Inerting is only likely to be effective in a system that is fully enclosed, with a minimum number of places where air can enter. You need to consider how process materials will be added to or removed from the system. If air enters at this point, a purge cycle is likely to be needed before the process restarts.
Many factors will influence the overall reliability of an inerting system. For example,
- the location and number of atmospheric sampling points;
- type of sensor head;
- frequency of calibration of the sensor;
- contaminants in the system that interfere with sensor readings;
- provision of safe means of control or shutdown, if the oxygen concentration exceeds a predetermined level;
- adequate supplies of inert gas for all foreseeable needs;
- the number of locations where air may enter the plant;
- the safety margin allowed when setting control levels for oxygen;
- the reliability of any electronic control system;
Where inerting is used as a means of preventing explosions, the overall reliability of the system should be assessed.
Control over sources of ignition:
Careless use of welding, flame-cutting equipment or other hot work has caused many incidents. It is essential that before hot work begins you isolate the plant effectively to prevent fresh material entering, and clean it thoroughly. After the work is complete, the site should be watched for at least an hour, for signs that fire is growing from a smouldering deposit.
Sparks from hot work may travel a considerable distance, particularly if you carry out the work at a high level. You can greatly reduce the risk of ignition by adopting cold cutting methods. Commonly accepted best practice for hot work requires a permit-to-work system, with the permit issued by a responsible person before work commences.

Such permits need to set out clearly:
- your arrangements for handover,
- the allowable range of work,
- time limits on when the work may be done; and
- the precautions required.
Common ignition sources include:
- hot surfaces;
- naked flames;
- faulty or unsuitable equipment;
- overheating of moving mechanical plant eg by friction;
- impact sparks;
- electrostatic discharges;
- spontaneous heating; and
- smoking materials.
You may require additional precautions where combustible dusts and flammable solvent vapours are present together, eg in some drying or mixing processes in the chemical industry.
Exothermic decomposition, air oxidation or biological action may cause spontaneous heating in many materials. Careful control of maximum temperatures is necessary when you handle such materials in a hot process, such as drying.
Plant design and controls:
Various types of plant design and control may be important in controlling the risk or consequences of a dust explosion. This section cannot be comprehensive but highlights the type of process deviations that you need to control, preferably by continuously monitoring the plant. Examples are:
- Extensive centralised dust collection systems create many links through which burning material can spread following an explosion in the filter. This can be controlled, but filters drawing dust from just one or two locations reduce the risk more simply.
- Overloading or blockage of the feed system may cause some process plant to overheat. If this is possible, reliance on visual indication may not be adequate.

- Large volumes of dust may escape if filters fail, relief panels become loose or sacks being filled fall off a collection point. You may need to monitor the air pressure at appropriate points within the plant to identify such an event promptly.
- Where you provide local exhaust ventilation to control the release of dust from an operation you may find it necessary to interlock the process so that it can only run with the ventilation operating properly.
- Detectors are available which continuously monitor the product from a grinding plant or similar unit for sparks or glowing material. They can then activate a water spray downstream from the detector and extinguish potential ignition sources before they reach a large dust cloud in other parts of the plant.
- High-level alarms on bins or hoppers may be useful in preventing material being spilt. Many reliable types are now available.
- Deviations from a safe condition should cause automatic plant shut-down or the raising of an alarm. In the latter case the follow up action needs to be preplanned.
Explosion relief venting:
A simple and common method of protecting process plant against the consequences of an internal dust explosion is to provide one or more deliberate points of weakness. We call these explosion relief vents. If they are of suitable size and in the right place, they will safely vent an explosion within the plant. The intention is to prevent injuries to persons nearby by avoiding uncontrolled failure of equipment.

Extensive research over the last 20 years has provided soundly based calculation methods to determine the vent area required. To design an explosion vent you require:
- the volume of the equipment to be protected;
- the properties of the dust measured in a 20-litre or larger apparatus;
- an estimate of the strength of the plant involved; and
- the opening pressure of the relief panels.
The plant user supplies information about the properties of the dust whilst the equipment manufacturer or installer supplies the calculation of relief areas. Some manufacturers test a complete assembly of, for example, a filter, with its vent panels. Others may calculate the equipment strength and fit vent panels from a specialist supplier that have been separately tested.
Explosion suppression and containment:
Although the provision of explosion relief vents is the most widely used technique for protecting process plant from dust explosions, suppression and containment are equally valid alternatives. The choice of technique will depend not only on safety considerations, but also issues like cost, reliability, continuity of operation and keeping a plant free from contamination. Explosion venting will be inappropriate if the material is too toxic or environmentally harmful to release to atmosphere, or if there is no safe place to locate the vent outlet.
Dust explosions typically produce maximum overpressures in the range 8 to 10 bar. It is not generally practicable to produce plant capable of withstanding such pressures unless it is of small volume and simple circular or spherical shape. Hammer mills and certain other grinding equipment are however, often strong enough to contain an explosion; you will need to consider protection of the
ductwork leading to and from them unless it is of similar strength. Plant operating under a vacuum, eg some types of drier, may also be strong enough to withstand the low explosion pressures that would result.
Explosion suppression systems allow the control of a developing explosion by the rapid injection of a suitable suppressing medium into the flame front. They have been developed into reliable systems over years of testing and operating experience. They are classed as autonomous protective systems and need certification and appropriate marking under the EPS regulations.
Plant siting and construction:
Where some risk of a dust explosion remains despite a high standard of control over sources of ignition, and provision of protective measures, the siting of unit(s) in the open air may minimise the consequences of an explosion.
Open air siting of dust handling process plant is strongly recomended:
- where the scale of the operation is large, such as large silos;
- where substantial sized plant, such as a dust filter, has a flammable, dust cloud inside it constantly during normal operation; or
- where a particularly severe explosion is possible, as with metal powders.
Methods to separate items of plant and so restrict this possibility include the use of:
- rotary valves;
- a choke of material in an intermediate hopper;
- screw conveyors with a missing flight and baffle plate;
- explosion suppression barriers; and
- explosion isolation valves.
Human factors:
Fires and explosions can occur even in the best designed plant if the people involved do not understand the hazards of the dust and the controls provided. The Dangerous Substances and Explosive Atmospheres Regulations require you to provide information for employees about risks and safety measures provided, together with adequate health and safety training. You should give all people involved in plants handling explosible dusts training in general terms about the nature and  hazards of dust explosions, typical sources of ignition, safeguards provided, precautions to take and any emergency procedures on their plant. Particular points you should cover in such training are: the importance of good housekeeping, the need to report promptly any substantial release of material, or any equipment malfunction that could be a source of ignition.
hazards of dust explosions, typical sources of ignition, safeguards provided, precautions to take and any emergency procedures on their plant. Particular points you should cover in such training are: the importance of good housekeeping, the need to report promptly any substantial release of material, or any equipment malfunction that could be a source of ignition.
You may need to restrict access to some areas while the plant is operating. This is easier to achieve where there is clear marking of the areas concerned. This type of arrangement is sometimes used for areas at the top of storage bins, where it has not proved possible to duct explosion vents to the outside. DSEAR also requires the access points to zoned areas to be marked with a yellow and black triangular Ex sign (see below), where the risk assessment shows it will have some benefit. Signs might help remind employees where special rules apply, for example on the use of portable electrical equipment, or define parts of the premises where office staff are not intended to have access because they have not been trained.
Area classification where dusts are handled:
Area classification is a technique intended to help people decide where specific controls over all sources of ignition are needed. It was originally developed to help with the selection of fixed electrical equipment, but its use has now been extended to any equipment that has hot surfaces or generates other possible ignition sources. Parts of buildings or process plant may be described as zone 20, 21 or 22, depending on the amount of time that an explosible dust cloud may be present. Equipment installed in a zoned area should then be built to an appropriate standard.
The zone definitions are contained in regulations, and are repeated as follows. These regulations bring in a new legal requirement to carry out area classification, where dusts are handled in quantity. In most plant handling dusts the inside of the dust equipment will be zone 20 or 21. Rooms within the building, if they need to be zoned, should only be the less onerous zone 22. A few very small areas where dust escapes in quantity in normal operation might need to be zone 21. In the open air, dust clouds are unlikely to persist for more than a brief period, and any zoning is likely to be very limited in extent.
Where dust layers are often present, explosible dust clouds can be formed by any sudden movement of air, except with products like sugar, which quickly absorb moisture from the air. Experience shows however, that while fires may easily start in dust layers on hot surfaces, very few explosions are caused by hot surfaces outside the dust containment system.
Dusty areas may extend well away from sources of release of dust unless you install local dust extraction to prevent this. Air currents will carry the finest dust particles a considerable distance and allow them to settle at high levels within a building. Dust deposits on beams and ledges at high level create a secondary explosion risk, but you should also be aware that surface deposits of dust might ignite on equipment that is designed to run hot, or may block ventilation holes or otherwise interfere with the cooling of electrical equipment.
Where the interior of a plant item requires regular illumination, you can almost always do this with the light source outside the plant. Mains powered portable lights should not be lowered into storage bins. Even if the light unit is designed for an explosive atmosphere, the cable might be easily damaged, and the risk is high. If illumination from the inside is needed, and a dust certified lamp is not available, battery-powered lamps certified for use in gaseous flammable atmospheres are
unlikely to cause ignition. If, however, they are dropped and buried in a heap of dust some high powered types could overheat and start a fire.
Frictional heating of moving parts of process plant may raise the temperature locally to the point where ignition of a dust occurs without any spark or flame. Bucket elevators have proved vulnerable to this problem, as have hammer mills and rotary atomisers on milk spray driers. Modern plant may have features designed to prevent or detect such problems eg ammeters on motors to indicate overloading. Inadequate maintenance can negate the effectiveness of these features.
Equipment used in classified areas:
Electrical and non electrical equipment supplied after June 2003 that creates a potential ignition risk and is designed for use in explosive dust atmospheres, is subject to specific regulations. Such equipment should be marked with the sign of explosion protection (see below), a category number (1,2, or 3) followed by the letter D for dust, a temperature rating and other codified identifying marks.
The temperature rating may be expressed as a T class (eg T4 or T6) or an actual temperature. Details of the marking scheme are contained in standards.
There is rarely any need to site power-consuming electrical equipment inside an area classified as zone 20. If you need to install electrical equipment where it will be buried in dust (eg inside a storage bin) you should consult the equipment supplier.
It is preferable to site electrical equipment away from dusty areas, but where you install equipment close to sack tipping points, sanding machines, sampling points or similar foreseeable dusty areas that are classified as zone 21, new equipment should meet the requirements for ATEX category 2D. Existing equipment made to older standards such as BS 6467, or with a dust tight enclosure made to IP6X (see BS EN 60529) is still likely to be suitable.
You are likely to need ignition protected equipment in areas inside buildings around process plant handling flammable dusts which are classified as zone 22. In this situation new equipment built to ATEX category 3D requirements will be suitable. Older equipment made with a dust resistant enclosure to IP5X may remain in service.
Area classification, Zones definitions:

Zone 20
A place in which an explosive atmosphere in the form of a cloud of combustible dust in air is present continuously, or for long periods or frequently.
Zone 21
A place in which an explosive atmosphere in the form of a cloud of combustible dust in air is likely to occur in normal operation occasionally.
Zone 22
A place in which an explosive atmosphere in the form of a cloud of combustible dust in air is not likely to occur in normal operation, but if it does occur, will persist for a short period only.
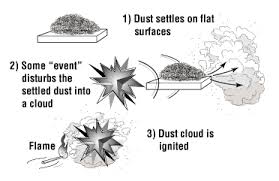
Mitigation measures:
The most important mitigation measure is maintaining the process buildings in a clean condition. If you allow dust deposits to accumulate, they can provide the fuel for a secondary explosion. Dust deposits shaken into suspension from all the ledges within a room by a small primary explosion may
then ignite. You only need comparatively small amounts, and a layer of flour 0.3mm thick on the floor can in principle fill a room with an explosible dust cloud up to 3m above floor level.
The first step towards preventing dust accumulations within a building is to maintain a plant in a leak-tight condition. Loosely bolted flanged joints, damaged flexible seals and ill-fitting or propped open access hatches are common sources of leaks. Some processes can be operated at slightly below atmospheric pressure to reduce the escape of dust.
Despite this, the building will require regular cleaning, and the preferred method is a vacuum system rather than brushes and shovels, which tend to raise dust clouds. You should avoid the use of compressed air lines to dislodge dust deposits, as this will cause unnecessary dangers by creating dust clouds. There is no general preference between mobile vacuum cleaners and a centralised system. Depending on the design of the building, both may have their place.
You can reduce the labour involved in cleaning by designing plants and buildings with the minimum number of horizontal ledges on which dust can settle, and sufficient access platforms to avoid the need for temporary platforms. Do not neglect the highest parts of buildings as these are the areas where the finest and most hazardous dust can be found.
Electrical apparatus may be particularly prone to overheating if dust deposits accumulate and the standards10 assume that dust deposits will never be more than 5mm thick. If you cannot control dust accumulations to this thickness, you should obtain special advice from the equipment supplier.
Where filtered dusty air is returned to a workroom, it is important to ensure that this does not significantly increase the exposure of an individual employee to the dust. Health limits for dusts are typically a thousand times less than explosion limits, and you should, therefore, consider the effect of recirculation in any assessment made under the Control of Substances Hazardous to Health Regulations. The failure or partial failure of a filter may greatly increase exposure to dust unless there is prompt detection of the fault. Dust filters may not remove volatile materials and where these are present a further assessment of the health risks is needed. A badly designed air recirculation system may also adversely affect worker comfort.
We can group more technical measures to mitigate an explosion into the following main categories:
- explosion relief venting;
- explosion suppression and containment; and
- plant siting and construction.
In 1981 an explosion at a plant in Banbury which manufactured custard powder injured nine men and caused substantial damage to an external wall of the building9. A fault in a pneumatic conveying system caused a holding bin to overfill and the air pressure caused the bin to fail. The released custard powder ignited as a dust cloud within the building.
An explosion initiated in the dust collector of a grain storage facility at Blaye in France. The towers contained elevators and the gallery over the 44 silos contained belt conveyors. All the areas were open allowing the spread of dust clouds and flames. Both towers, the gallery and 28 silos were completely wrecked with the loss of 11 lives.
One man died following an explosion in a plant that manufactured powdered aluminium. Part of the process used nitrogen to maintain an inert atmosphere but system controls were rudimentary and inadequate to detect blockages caused by powder collecting in the nitrogen supply pipework.
Magnesium Grinding and Polishing:
Magnesium is rated as an St 3 dust, which means that any explosion will be very severe. If you are involved in the special case of grinding or polishing Magnesium you should ensure that:
- None of the equipment has been used previously for abrading iron or other ferrous material.

- There is a dust extraction system leading to a scrubber where the dust-laden air is drenched with water. It is usual to provide a separate scrubber for each grinding or polishing device. The scrubber will need cleaning out at least once a week and tools containing iron or ferrous material should not be used. The scrubber should have a high level vent to avoid accumulations of hydrogen.
- Duct work carrying grinding or polishing dust is kept as short as possible, with few crevices to retain dust. It should also be possible to inspect and clean the inside surfaces.
- You dispose of any dust collected by removing from site or by burning in a controlled manner.
- Wet sludge is stored outside where gas evolved may disperse safely.
Open air siting of dust handling process plant is strongly recomended:
- where the scale of the operation is large, such as large silos;
- where substantial sized plant, such as a dust filter, has a flammable, dust cloud inside it constantly during normal operation; or
- where a particularly severe explosion is possible, as with metal powders.
Click the below link to know and download about combustible dust safety check sheet

Combistible dust - Safety check sheet
Combustible dust - Safety pep talk
Combustible dust- Power point presentation