What is HAZOP?
- Systematic technique to IDENTIFY potential HAZard and OPerating problems.
- A formal systematic rigorous examination to the process and engineering facets of a production facility.
- A qualitative technique based on“guide-words”to help provoke thoughts about the way deviations from the intended operating conditions can lead to hazardous situations or operability problems
- HAZOP is basically for safety
-Hazards are the main concern
-Operability problems degrade plant performance(product quality, production rate,profit)
- Considerable engineering insight is required-engineers working independently could develop different result.
Origin of HAZOP :
- Initially prepared by Dr HGLawley ICI at Wilton in and associates of 1960’s.
- Subsequently CJBullock and AJD Jenning from ChE Dept.Teeside Poly technical under super vision of T.A.Kletz applied the method at higher institution(post-graduate level).
- In1977,Chemical Industries Association published the edited version.
Later Development-HAZOP:
- ICI expanded the procedure called HAZARD STUDY steps1 to 6.
The ICI six steps:
- Project exploration/preliminary project assessment to identify inherent hazards of process chemicals,site suitability and probable environmental impact.
- Project definition–to identify and reduce significant hazards associated with items and areas, check conformity with relevant standards and codes of practices.
- Design and procurement–to examine the PID in detail for identification of deviations from design intent capable of causing operability problems or hazards.
- During final stages of construction–to check that all recommended and accepted actions recorded in steps i,ii and iii implemented.
- During plant commissioning–to check that all relevant statutory requirements have been acknowledges and all installed safety systems are reliably operable.
- During normal operation, sometime after start up especially if any modification been made.To check if changes in operation has not invalidated the HAZOP report of step iii by introducing new hazards.
This procedures are adopted fully or partly by many companies around the world.
Objective of HAZOP:
- For identifying cause and the consequences of perceived mal operations of equipment and associated operator interfaces in the context of the complete system.
- It accommodates the status of recognized design standards and codes of practice but rightly questions the relevance of these in specific circumstances where hazards may remain undetected.
How and Why HAZOP is Used:
- HAZOP identifies potential hazards,failures and operability problems.
- Its use is recommended as a principal method by professional institutions and legislators on the basis of proven capabilities for over 40 years.
- It is most effective as a team effort consists of plant and designers,operating personnel,control and instrumentation engineer etc.
- It encourages creativity in design concept evaluation.
- Its use results in fewer commissioning and operational problems and better informed personnel,thus confirming overall cost effectiveness improvement.
- Necessary changes to a system for eliminating or reducing the probability of operating deviations are suggested by the analytical procedure.
- HAZOP provides a necessary management tool and bonus in so far that it demonstrates to insurers and inspect or evidence of comprehensive thoroughness.
- HAZOP reports are an integral part of plant and safety records and are also applicable to design changes and plant modifications, there by containing accountability for equipment and its associated human interface throughout the operating life time.
- HAZOP technique is now used by most major companies handling and processing hazardous material,especially those where engineering practice involves elevated operating parameters:
- oil and gas production
- flammable and toxicchemicals
- pharmaceuticals etc.,
- Progressive legislation in encouraging smaller and specialty manufacturing sites to adopt the method also as standard practice.
Purpose of HAZOP:
- It emphasizes upon the operating integrity of a system,there by leading methodically to most potential and detectable deviations which could conceivably arise in the course of normal operating routine.
- including"start-up"and"shut-down"procedures
- as well as steady-state operations.
- It is important to remember at all times that HAZOP is an identifying technique and not intended as a means of solving problems nor is the method intended to be used solely as an undisciplined means of searching for hazardous scenarios.


Documents Needed for HAZOP Study:
For Preliminary HAZOP
- Process Flow Sheet(PFS or PFD)
- Description of the Process
For Detailed HAZOP
- Piping and Instrumentation Diagram(P&ID )
- Process Calculations
- Process Data Sheets
- Instrument Data Sheets
- Interlock Schedules
- Layout Requirements
- Hazardous Area Classification
- Description of the Process
HAZOP Study Procedure:
- Procedure in HAZOP study consist of examining the process and instrumentation(P&I) line diagram, process line by process line.
- A list of guide words is used to generate deviations from normal operation corresponding to all conceivable possibilities.
- Guide words covering every parameter relevant to the system under review:i.e. flow rate and quality, pressure, temperature, viscosity,components etc.
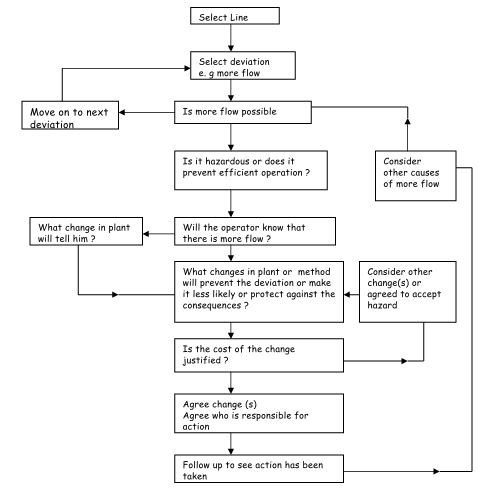
Flow chart for application of HAZOP is shown in figure.
Guide Words:
NONE : No forward flow when there should be
MORE : More of any parameter than there should be, e.g more flow,more pressure, more temperature,etc.
LESS : As above, but "less of" in each instance
PART : System composition difference from what it should be
MORE THAN : More "components" present than there should be for example, extra phase, impurities
OTHER : What needs to happen other than normal operation,e.g. startup, shutdown, maintenance
NONE : e.g.,NO FLOW caused by blockage; pump failure; valve closed or jammed:
leak:valve open; suction vessel empty; delivery side over-pressurized: vapor leak; control failure
REVERSE : e.g.,REVERSE FLOW caused by pump failure: NRV failure or wrongly inserted; wrong routing; delivery over pressured; back-siphoning; pump reversed
MORE OF : e.g., MORE FLOW caused by reduced delivery head ; surging; suction pressurized; controller failure; valve stuck open leak; incorrect instrument reading.
MORE OF :MORE TEMPERATURE, pressure caused by external fires; blockage; shot
spots;loss of control; foaming; gas release; reaction; explosion; valve closed; loss of level in heater; sun.
LESS OF : e.g., LESS FLOW caused by pump failure; leak; scale in delivery; partial blockage; sediments; poor suction head; process turn down.
LESS : e.g., low temperature, pressure caused by Heat loss; vaporization; ambient conditions ; rain; imbalance of input and output; sealing; blocked vent.
PART OF : Change in composition high of flow concentration of mixture; additional reactions in reactor or other location; feed change.
HAZOP Study :
- Normal operation.
- Foreseeable changes in operation,e.g.upgrading, reduced output, plant start-up and shut-down.
- Suitability of plant materials, equipment and instrumentation.
- Provision for failure of plant services,e.g.steam, electricity, cooling water.
- Provision for maintenance.
Strength of HAZOP :
- HAZOP is a systematic ,reasonably comprehensive and flexible.
- It is suitable mainly for team use where by it is possible to incorporate the general experience available.
- It gives good identification of cause and excellent identification of critical deviations.
- The use of keywords is effective and the whole group is able to participate.
- HAZOP is an excellent well-proven method for studying large plant in a specific manner.
- HA ZOP identifies virtually all significant deviations on the plant, all major accidents should be identified but not necessarily their causes.
HAZOP Effectiveness:
The effectiveness of a HAZOP will depend on:
a) the accuracy ofinformation (including P&IDs) available to the team — information should be complete and up-to-date
b) the skills and insights of the team members
c) how well the team is ableto use the systematic method as an aid to identifying deviations
d) the maintainingof a sense of proportion in assessing the seriousness of ahazard and the expenditure of resources in reducingits likelihood
e) the competence of the chairperson in ensuring the study team rigorously follows sound procedures.
Key elements of a HAZOP are:
- HAZOP team
- full description of process
- relevant guidewords
- conditions conducive to brain storming
- recording of meeting
- followup plan.
Preliminary HAZOP Example :
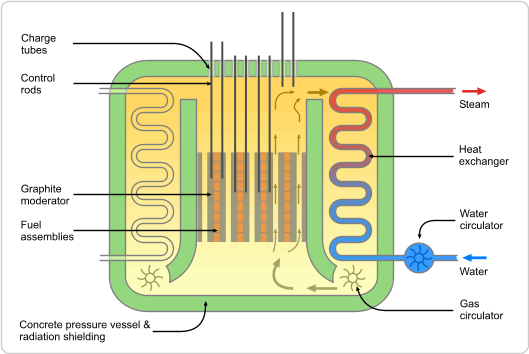
Refer to reactor system shown.
The reaction is exothermic. A cooling system is provided to remove the excess energy of reaction. In the event of cooling function is lost, the temperature of reactor would increase.This would lead to an increase in reaction rate leading to additional energy release.
The result could be a runaway reaction with pressures exceeding the bursting pressure of the reactor.The temperature within the reactor is measured and is used to control the cooling water flow rate by a valve.
PerformHAZOPStudy
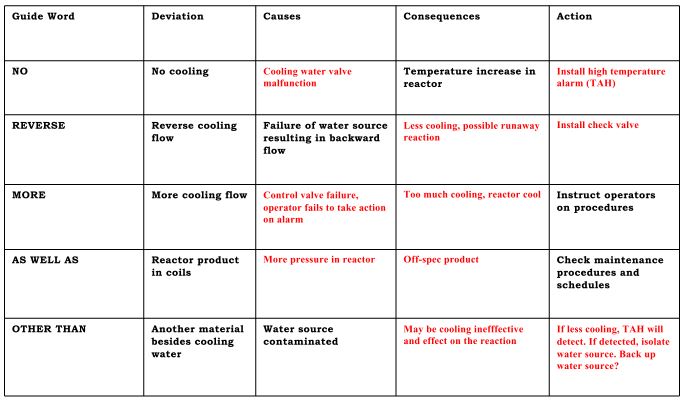
Preliminary HAZOP on Reactor-Example:

Preliminary HAZOP on Reactor – Answer:
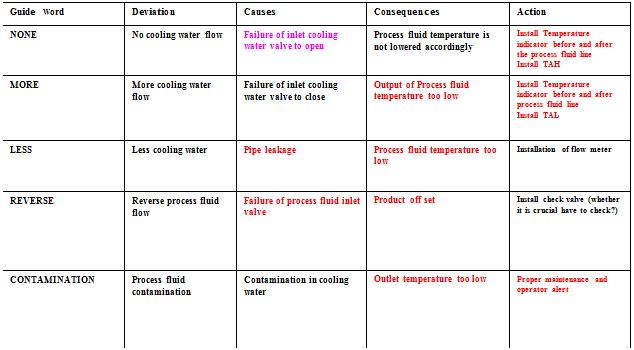
Case Study– Shell &Tube Heat Exchanger :
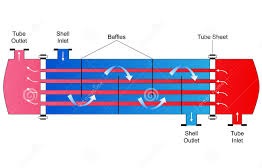
Using relevant guide words, perform HAZOP study on shell & tube heatexchanger.
HAZOP on Heat Exchanger– Answer 1:
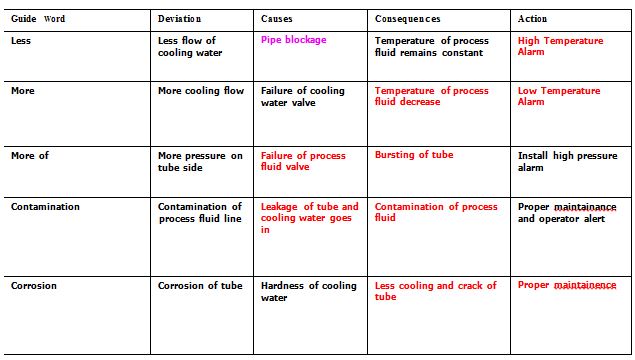
HAZOP on Heat Exchanger– Answer 2: